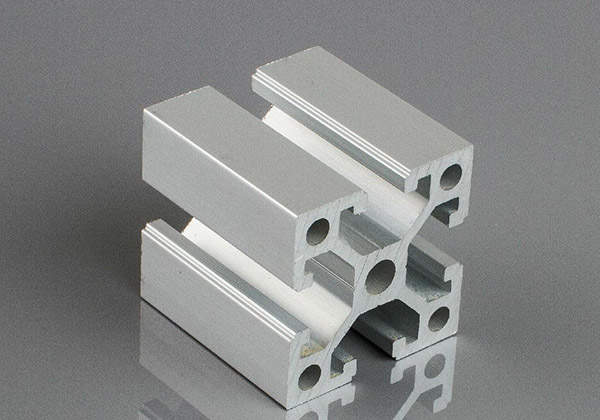
为何一些铝型材端部会泛白呢?铝型材在现阶段的销售市场是之中应用十分普遍的铝型材之一,铝型材可以通过多种解决方式把原色铝型生产加工成不一样色调,做到达到顾客应用的要求。铝型材上色常常会用到的法子是镍盐电解法上色的方法,但是也会时常会产生问题,比如:开展铝型材电解法不着色、发生暗纹及其端头发白等情况,那麼对于于这种状况大家应当怎样去处理呢?
在预备处理的历程之中发生暗纹,解决方案有下边几个方面:碱蚀以后的三道水清洗时间是操纵在3-5秒,气体之中浸盆的時间大家必须调节在2-5秒;碱蚀槽的气温必须操纵于45-55℃中间,碱蚀槽之中大家除开必须安裝发热管以后,安裝凉水管也是不可缺少的。
阳极氧化处理槽创建制冷循环,在保证 铝型材与导电杆触碰优良前提条件下,槽液操纵在50-80立方;铝型材镍盐上色槽务必配置再造特制设备,运用阳离子交换器减少正离子浓度值,当特制设备失灵时要按时对交换机环氧树脂开展再造。
铝型材端头发白问题的处理:导电性梁与导电杆中间、导电杆与铝型材中间,务必用钢刷打磨抛光整洁、无脏物,随后拧紧优良,铝型材上卡部位距端部不超过30mm。中合后,铝型材空气氧化前,务必将铝型材与导电杆拧紧。尽可能选用低电流强度或低压开展铝型材空气氧化。一般操纵电流量100-120A/m2,工作电压为14-16V。
铝型材发生不着色以也有偏色发生问题解决方案:在槽液pH过低的情况下,大家必须立即打开特制的机器设备,我们可以应用阴离子交换器提高pH;在槽液之中pH过高的情况下,大家必须添加增稠剂调节。严苛开展操纵铝型材空气氧化以后三道水清洗的水清洗時间,我们要保证 三道水清洗水体也有pH,而且增加第3道的水清洗流水循环系统量。开展的上色液最好溫度在22-25℃。上色槽之中大家必须安裝发热管,而且安裝水冷凝器也难以避免,那样可以使溫度获得合理的操纵。碱蚀全过程之中,我们要尽可能维持前后左右两挂铝型材一致,根据烧碱溶液浓度值也有溫度等,针对碱蚀的時间适度做出相匹配调节。
Copyright © 2024 伟昌铝材 版权所有 All Rights Reserved. 粤ICP备15037386号  粤公网安备44060502001491号 企业邮箱
粤公网安备44060502001491号 企业邮箱
技术支持: 鹏博资讯
鹏博资讯